Manufacturing App Development: Features, Benefits, Use Cases Software Development

Manufacturing app development is transforming traditional factories into smart, connected, and data-driven operations by integrating industrial mobile applications, smart manufacturing software, and Industry 4.0 technologies. Through real-time production monitoring systems, predictive maintenance apps, quality management software (QMS), and ERP integration, manufacturers gain greater visibility, accuracy, and control across production, inventory, workforce, and supply chains. Powered by AI, IoT in manufacturing, cloud computing, and industrial data analytics, these apps enable predictive decision-making, reduce downtime, improve compliance, and enhance productivity, especially in regulated environments such as pharmaceutical and healthcare manufacturing. This guide explores the features, benefits, technologies, use cases, challenges, and development process behind manufacturing apps, showing how custom digital solutions support scalable growth, operational excellence, and long-term digital transformation.
Introduction
The manufacturing industry is rapidly transforming with the integration of digital technologies. Traditional operational methods are being replaced by smart solutions that improve efficiency, reduce errors, and enhance productivity across production facilities. Manufacturing app development is at the forefront of this transformation, enabling companies to streamline processes, monitor real-time data, and support long-term growth initiatives.
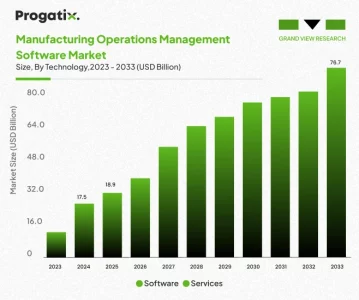
With the emergence of smart manufacturing software development and industrial mobile applications, plant managers, operations heads, and technology leaders are now leveraging custom apps to optimize factory performance, manage inventory, and improve operational transparency. According to Grand View Research, the global manufacturing operations management software market, estimated at USD 17.46 billion in 2024 and projected to reach USD 76.71 billion by 2033 at a CAGR of 19.1% from 2025 to 2033, highlights the rapid adoption of these digital solutions across production facilities. These platforms are also a crucial element in Industry 4.0 applications, connecting machines, employees, and data into a unified ecosystem.
In this comprehensive guide, we explore manufacturing app development, its benefits, key features, types of applications, use cases, technological enablers, and real-world applications. We also examine how the integration of IoT in manufacturing, enterprise resource planning (ERP) integration, and predictive analytics is shaping the future of digital manufacturing.
Understanding Manufacturing App Development
Manufacturing app development refers to the creation of custom mobile and web applications designed to address specific challenges within the manufacturing ecosystem. These apps provide tools for production monitoring, machine tracking, inventory management, and workflow optimization. By offering real-time data access, manufacturing apps empower decision-makers with actionable insights to drive operational excellence.
The scope of these solutions ranges from production monitoring systems and quality management software (QMS) to predictive maintenance apps and factory automation solutions. Modern applications integrate seamlessly with existing enterprise systems, such as pharmaceutical ERP software, drug manufacturing software, lab management software, pharmacy management systems, and clinical software applications, enabling smooth data flow across departments.
Additionally, advanced manufacturing apps align with medical software development principles when applied in pharmaceutical plants, where strict regulatory compliance and precision are essential. FDA-compliant software, regulatory compliance software, clinical trial software, E-prescription software, and electronic health record (EHR) software are examples of systems often integrated into pharmaceutical manufacturing to ensure safety, accuracy, and traceability.
Why Do Manufacturing Companies Need Custom Apps?
Custom industrial mobile applications and smart manufacturing software have become essential tools for manufacturers seeking operational excellence and a competitive advantage. These apps are no longer optional; they are critical for enhancing productivity, ensuring quality, and supporting digital transformation initiatives across factory floors and enterprise operations.
-
Streamlined Operations and Increased Productivity
Custom manufacturing app development allows companies to automate repetitive and time-consuming tasks, reducing dependence on manual processes and minimizing human error. By consolidating functions such as production monitoring systems, workflow management, and drug inventory management into a single platform, manufacturers can ensure smooth operations across all departments.
Real-time visibility into operations enables plant managers to identify bottlenecks immediately and make informed decisions. Integration with ERP systems and factory automation solutions allows for synchronized operations, ensuring raw materials, equipment, and workforce resources are utilized efficiently. It reduces delays, increases overall throughput, and supports measurable productivity gains across the organization.
-
Enhanced Decision-Making Through Real-Time Data
Access to accurate, real-time data transforms decision-making processes. Production monitoring systems continuously collect data on machine performance, output quality, and inventory levels, giving managers actionable insights to anticipate problems and resolve them quickly.
Custom apps facilitate Industry 4.0 applications by connecting machines, sensors, and workforce systems, allowing manufacturers to respond to production fluctuations and equipment alerts proactively. This integration ensures that operational decisions are based on precise, current data rather than delayed manual reports, helping reduce downtime and optimize resource allocation.
-
Reduced Errors and Improved Accuracy
Manual data tracking in large-scale manufacturing operations increases the risk of errors that can disrupt production and compromise product quality. Custom manufacturing apps minimize these risks by integrating seamlessly with ERP systems, IoT-enabled machinery, and production monitoring systems, ensuring consistent and accurate data flow.
Accurate data enhances operational reliability, facilitates regulatory compliance, and maintains high product quality standards. For pharmaceutical manufacturing, this is particularly important, where apps can support quality management software (QMS), FDA-compliant software, and clinical software applications, ensuring compliance with stringent safety and reporting requirements.
-
Support for Digital Transformation and Smart Factories
Custom apps are central to building smart factories, enabling digital transformation by connecting machines, employees, and enterprise systems into a unified network. Integration with IoT in manufacturing, predictive maintenance apps, and industrial data analytics allows companies to anticipate equipment failures, optimize machine usage, and streamline workflows.
Smart factory solutions also leverage factory automation solutions to reduce manual intervention, improve scalability, and support advanced manufacturing strategies. Manufacturers can implement real-time monitoring, automated maintenance schedules, and predictive analytics to optimize efficiency while maintaining quality and regulatory compliance.
Build smart manufacturing apps with experts
Let's Connect
Types of Manufacturing Apps Revolutionizing the Industry
Manufacturing apps cover a broad spectrum of operational needs, providing digital support for production, quality assurance, inventory management, workforce management, and more. These apps play a transformative role in modern manufacturing ecosystems, driving operational efficiency and digital integration.
-
Production Planning and Scheduling Apps
Efficient production planning ensures optimal utilization of resources and adherence to delivery schedules. Production planning and scheduling apps leverage data from manufacturing execution systems (MES), machine capacity, workforce availability, and order priorities to generate precise schedules.
These apps allow manufacturers to adapt to real-time changes, prevent bottlenecks, and maintain consistent output. Integration with Industry 4.0 applications and smart factory platforms ensures that schedules are dynamically optimized for maximum efficiency.
-
Quality Control and Inspection Apps
Maintaining product quality is a fundamental requirement for manufacturers. Quality management software (QMS) and inspection apps provide real-time monitoring of production lines to identify defects and deviations early.
Automated reporting, analysis, and corrective action recommendations reduce waste, enhance compliance, and ensure that products meet stringent quality standards. These apps are particularly important in pharmaceutical and healthcare manufacturing environments, supporting clinical software applications, pharma software development, and FDA-compliant software initiatives.
-
Inventory Management Apps
Accurate inventory management is critical to prevent stockouts, overstocking, or supply chain disruptions. In one real-world example, ScienceSoft developed a web-based inventory system within three weeks for a medicinal manufacturer, enabling precise stock tracking via automated scale integration, eliminating manual errors, and improving inventory visibility, operational speed, and distribution planning. Supply chain management software and drug inventory management apps offer real-time tracking of raw materials, work-in-progress, and finished goods.
Integration with ERP systems or pharmaceutical ERP software ensures that production and procurement operations are synchronized, enabling seamless supply chain operations. These apps also help forecast demand, optimize procurement strategies, and reduce storage costs.
-
Maintenance and Asset Management Apps
Maximizing machine uptime is essential for maintaining productivity. Predictive maintenance apps use IoT in manufacturing and advanced analytics to forecast equipment failures before they occur.
Maintenance and asset management apps schedule preventive maintenance, reduce unplanned downtime, and extend the lifespan of critical machinery. By leveraging predictive insights, companies can plan maintenance activities efficiently and avoid costly disruptions to production.
-
Employee Training and Workforce Management Apps
A skilled workforce is vital for operational success and safety compliance. Employee training apps provide modules for skill development, regulatory compliance, and safety procedures.
Workforce management features track performance, certifications, and adherence to safety and operational standards. It ensures a capable and compliant workforce, improving productivity and operational reliability across factory floors.
Key Features of Manufacturing Apps
Modern manufacturing apps incorporate advanced functionalities designed to enhance efficiency, accuracy, and safety throughout production environments. These features are crucial for both industrial and pharmaceutical manufacturing contexts.
-
Real-Time Monitoring and Analytics
Industrial data analytics allows manufacturers to collect, process, and analyze data from production lines, machines, and employees. Dashboards provide actionable insights, enabling managers to monitor KPIs, optimize workflows, and respond promptly to operational challenges.
Real-time monitoring supports smart manufacturing software and production monitoring systems, improving resource utilization, process efficiency, and overall productivity.
-
Predictive Maintenance
Predictive maintenance apps leverage AI and historical equipment data to anticipate failures and schedule maintenance proactively. By preventing unplanned downtime, these apps reduce repair costs, extend machine life, and ensure operational continuity.
Integration with IoT in manufacturing enhances predictive analytics, providing real-time alerts and insights to maintenance teams. This feature is essential for factories adopting Industry 4.0 applications and connected factory ecosystems.
-
AI-Driven Quality Assurance
AI-enabled quality management software (QMS) continuously monitors production data to detect defects, inconsistencies, or deviations from standards. Automated quality control ensures consistent product quality, reduces waste, and minimizes rework.
For pharmaceutical manufacturers, AI-driven solutions complement pharma software development, drug manufacturing software, and clinical software applications, ensuring products meet regulatory and safety standards.
-
Augmented Reality (AR) for Training and Maintenance
AR-enabled industrial mobile applications provide interactive guidance for equipment maintenance and employee training. By overlaying digital instructions on real-world machinery, workers can learn processes more quickly, reduce errors, and improve safety compliance.
AR technology accelerates onboarding, enhances workforce productivity, and integrates seamlessly with factory automation solutions and Industry 4.0 applications.
-
Inventory and Supply Chain Management
Integration with supply chain management software enables end-to-end visibility of inventory, logistics, and procurement. Real-time tracking, demand forecasting, and order optimization reduce stockouts and excess inventory, ensuring uninterrupted production.
This feature is especially useful for pharmaceutical manufacturing, where apps must connect with drug inventory management systems, pharmaceutical ERP software, and compliance-focused workflows.
-
Worker Safety and Compliance
Safety and regulatory compliance are non-negotiable in manufacturing environments. Apps with built-in safety alerts, incident tracking, and regulatory compliance software features improve workplace safety and ensure adherence to industry standards.
Integration with hospital management software, patient management software, and pharmaceutical production systems ensures that safety and compliance protocols are maintained throughout operations.
-
Industrial Data Analytics
Industrial data analytics provides comprehensive dashboards to monitor KPIs such as production efficiency, energy consumption, waste reduction, and throughput. Data-driven insights enable continuous improvement, support operational decisions, and enhance overall manufacturing efficiency.
By combining analytics with smart manufacturing software and production monitoring systems, manufacturers can implement predictive strategies, optimize resource allocation, and strengthen operational performance.
Transform manufacturing workflows with technology
Let's ConnectTechnologies Powering Manufacturing App Development
Modern manufacturing app development leverages a suite of advanced technologies to optimize operations, reduce errors, and support digital transformation across factories. These technologies are essential for building connected, intelligent systems aligned with Industry 4.0 applications, enabling manufacturers to implement scalable, data-driven solutions.
-
Artificial Intelligence (AI)
AI in manufacturing is transforming operational efficiency by enabling predictive insights and automation across production lines. Predictive maintenance apps use AI to forecast equipment failures before they happen, reducing unplanned downtime and maintenance costs. Similarly, quality management software (QMS) powered by AI continuously monitors production processes to identify defects, ensure product consistency, and trigger corrective actions automatically.
In pharmaceutical environments, AI in pharmaceutical software enhances pharma software development in the USA, drug manufacturing software, and clinical software applications by automating repetitive tasks, streamlining regulatory compliance, and providing actionable insights. AI integration also improves laboratory operations, clinical trial management, and production quality while supporting pharmaceutical ERP software and supply chain management software.
-
Internet of Things (IoT)
IoT in manufacturing connects machines, sensors, and devices, enabling continuous monitoring and data collection across production processes. By integrating IoT with industrial mobile applications, manufacturers can monitor real-time equipment performance, detect anomalies early, and trigger preventive actions automatically.
IoT-enabled production monitoring systems enhance factory visibility, while integration with factory automation solutions allows automated adjustments to maintain consistent production levels. In pharmaceutical manufacturing, IoT devices track environmental conditions, optimize inventory through drug inventory management, and integrate seamlessly with pharmaceutical ERP software, ensuring end-to-end supply chain visibility and operational efficiency.
-
Cloud Computing
Cloud infrastructure provides scalable, secure platforms for smart manufacturing software and industrial mobile applications, enabling centralized storage and processing of large operational datasets. Cloud platforms facilitate collaboration between multiple facilities, allowing managers to access critical operational insights remotely.
Cloud-based apps also enable integration with healthcare systems such as telemedicine software solutions, electronic health record (EHR) software, and hospital management software, ensuring secure, compliant data sharing in pharmaceutical manufacturing contexts. Compliance with FDA-compliant software standards is supported through secure cloud storage, audit-ready data management, and controlled access to sensitive information.
-
Mobile Technology
Industrial mobile applications provide on-floor workers and managers with instant access to real-time operational data, including production monitoring systems, machine performance, inventory levels, and workflow updates. Mobile apps enhance communication, task management, and response times, ensuring faster problem resolution and smoother operations.
For pharmaceutical manufacturing, mobile-enabled apps support critical functions such as clinical trial software, pharmacy management systems, patient management software, and hospital management software. Mobile access allows teams to respond to operational issues immediately, improve workflow efficiency, and maintain compliance with regulatory standards.
-
Low-Code Platforms
Low-code platforms simplify manufacturing app development by allowing companies to build complex solutions with minimal coding. These platforms accelerate deployment while supporting ERP integration, supply chain management software, predictive maintenance apps, and other essential manufacturing functionalities.
Low-code solutions enable continuous updates and scalability, allowing manufacturers to respond quickly to evolving operational needs. By reducing development time, these platforms ensure that production monitoring systems, industrial data analytics, and factory automation solutions remain up to date, aligned with Industry 4.0 applications, and capable of supporting digital transformation initiatives.
Step-by-Step Guide to Develop a Manufacturing App
Creating an effective manufacturing app requires a structured approach that addresses operational challenges, workforce needs, and compliance requirements.
Step 1: Define Goals and Objectives
Start by identifying the core objectives of the app, such as enhancing production monitoring systems, optimizing inventory, improving workforce training, or implementing predictive maintenance apps. Clear goals ensure that the app delivers measurable operational improvements.
Step 2: Understand User Requirements
Engage operators, supervisors, and managers to understand workflows, pain points, and operational challenges. Determine necessary features like industrial data analytics, ERP integration, and quality management software (QMS). Designing apps around real user needs ensures higher adoption and meaningful impact.
Step 3: Choose Platform and Technology Stack
Decide whether the app should be mobile, web-based, or hybrid. Mobile apps are ideal for floor-level operations, while web apps serve managers and executives. Front-end frameworks like React Native, Flutter, Angular, and Vue.js, coupled with backend technologies like Python, Node.js, or .NET, provide the scalability and performance needed for IoT in manufacturing, factory automation solutions, and production monitoring systems.
Step 4: Design User-Friendly Interfaces
A clear, intuitive interface is essential for adoption. Mobile UIs should prioritize essential functions, enabling quick access to production status, machine alerts, and workflow tasks. Desktop dashboards should leverage industrial data analytics to provide managers with actionable insights, KPI tracking, and decision-making support.
Step 5: Develop Core Features
Key functionalities for manufacturing apps include:
- Real-time Monitoring: Track machine health, production progress, and workflow status.
- Predictive Maintenance Apps: Analyze data to forecast equipment failures.
- Quality Management Software (QMS): Ensure regulatory compliance and product consistency.
- ERP Integration: Connect with pharmaceutical ERP software and enterprise systems.
- Workflow Automation: Optimize operations and reduce manual intervention.
These features collectively enhance efficiency and support smart manufacturing software initiatives.
Step 6: Integration with Existing Systems
Integrate the app with MES platforms, IoT-enabled equipment, pharmaceutical ERP software, clinical software applications, and hospital management software. Proper integration ensures consistent data flow, smooth operations, and adherence to FDA-compliant software standards.
Step 7: Test and Iterate
Conduct thorough testing for functionality, security, and performance. Validate data synchronization across industrial mobile applications, IoT devices, and production monitoring systems. Collect feedback from operators and managers to refine features and improve usability.
Step 8: Launch and Monitor Performance
Deploy the app with proper training and support. Monitor usage through industrial data analytics dashboards, track KPIs, and identify areas for optimization. Continuous monitoring ensures the app continues to meet operational goals efficiently.
Step 9: Continuous Improvement
Regularly update the app to add new features, fix bugs, and enhance performance. Ongoing improvements ensure alignment with Industry 4.0 applications, evolving regulatory requirements, and changing operational needs.
Optimize production through manufacturing apps
Let's ConnectChallenges in Manufacturing App Development
Despite its benefits, manufacturing app development faces several hurdles:
- Legacy System Integration: Older systems require middleware or phased integration.
- Complex Requirements: Maintaining usability while meeting safety, quality, and regulatory standards can be challenging.
- Skilled Workforce Gap: A shortage of qualified IT professionals slows adoption; understanding the cost to hire app developers and budgeting accordingly can help address this challenge through upskilling and strategic hiring.
- Data Security and Compliance: Apps must protect sensitive data and comply with regulatory compliance software and FDA-compliant software standards.
Top Use Cases of Manufacturing Apps
-
Inventory Management
Apps provide real-time tracking of raw materials, work-in-progress, and finished goods. Integration with drug inventory management and pharmaceutical ERP software ensures smooth supply chain operations, minimizes waste, and prevents stockouts.
-
Production Scheduling
Production monitoring systems and scheduling apps optimize workflows, reduce downtime, and increase throughput. Adaptive scheduling powered by Industry 4.0 applications enables manufacturers to respond to production variations in real time.
-
Quality Control
Quality management software (QMS) ensures compliance with industrial and pharmaceutical standards. AI-powered monitoring detects defects early, minimizes waste, and supports consistent production quality.
-
Maintenance
Predictive maintenance apps analyze machine data to forecast failures and schedule preventive actions, reducing downtime and extending equipment life.
-
Supply Chain Optimization
Supply chain management software offers end-to-end visibility, tracking shipments, managing vendors, and responding to disruptions proactively.
-
Workforce Management
Apps monitor employee performance, track training programs, and ensure safety compliance. It is required for pharmaceutical and healthcare manufacturing, where adherence to E-prescription software, clinical software applications, and patient management software is essential.
-
Industrial Data Analytics
Dashboards display real-time KPIs such as energy usage, production efficiency, and waste reduction, enabling informed, data-driven decisions.
-
IoT Integration
IoT in manufacturing allows continuous monitoring of machines, environmental conditions, and processes, improving operational efficiency and minimizing errors.
-
Energy Management
Apps track energy consumption, identify inefficiencies, and support sustainability initiatives while reducing operational costs.
-
Safety Compliance
Safety-focused apps monitor adherence to protocols, generate audit-ready reports, and ensure compliance with regulatory standards, protecting both workers and operations.
Conclusion
Manufacturing app development is reshaping industrial operations by enhancing efficiency, accuracy, and safety. Integrating smart manufacturing software, industrial mobile applications, MES platforms, factory automation solutions, and IoT in manufacturing provides real-time production insights, predictive maintenance, and workflow automation.
ERP integration and supply chain management software ensure seamless coordination across inventory, procurement, and production. Production monitoring systems and industrial data analytics enable data-driven decision-making, while quality management software (QMS) maintains product standards and regulatory compliance, including FDA-compliant software.
With predictive maintenance apps and Industry 4.0 applications, manufacturers can reduce downtime, optimize resources, and improve workforce management. From inventory control to training and production oversight, these solutions drive operational excellence and competitive advantage.
How Progatix Supports Manufacturing Digital Transformation?
Progatix helps manufacturing companies accelerate digital transformation with custom software solutions that boost efficiency, productivity, and operational visibility. With over two decades of experience, Progatix delivers smart manufacturing software, mobile apps, production monitoring systems, predictive maintenance tools, quality management software, and ERP integrations tailored to each business.
Using AI-powered analytics, IoT-enabled solutions, and compliance-focused systems—including FDA-compliant software—Progatix ensures seamless adoption of Industry 4.0 technologies, real-time insights, and streamlined workflows.
Their expertise spans industrial and healthcare manufacturing, from pharmaceutical and drug manufacturing software to lab, hospital, EHR, telemedicine, and patient management systems, providing secure, scalable, and future-ready solutions.
Key Solutions:
- Custom software for specialized workflows
- ERP systems for automated operations and data management
- Mobile apps for operational visibility and analytics
- Web & SaaS platforms to optimize processes
- End-to-end IT services for planning, deployment, and maintenance
With Progatix, manufacturers can modernize operations, enhance productivity, and innovate while maintaining regulatory compliance.

 Let's Discuss Your Tech Solutions
Let's Discuss Your Tech Solutions